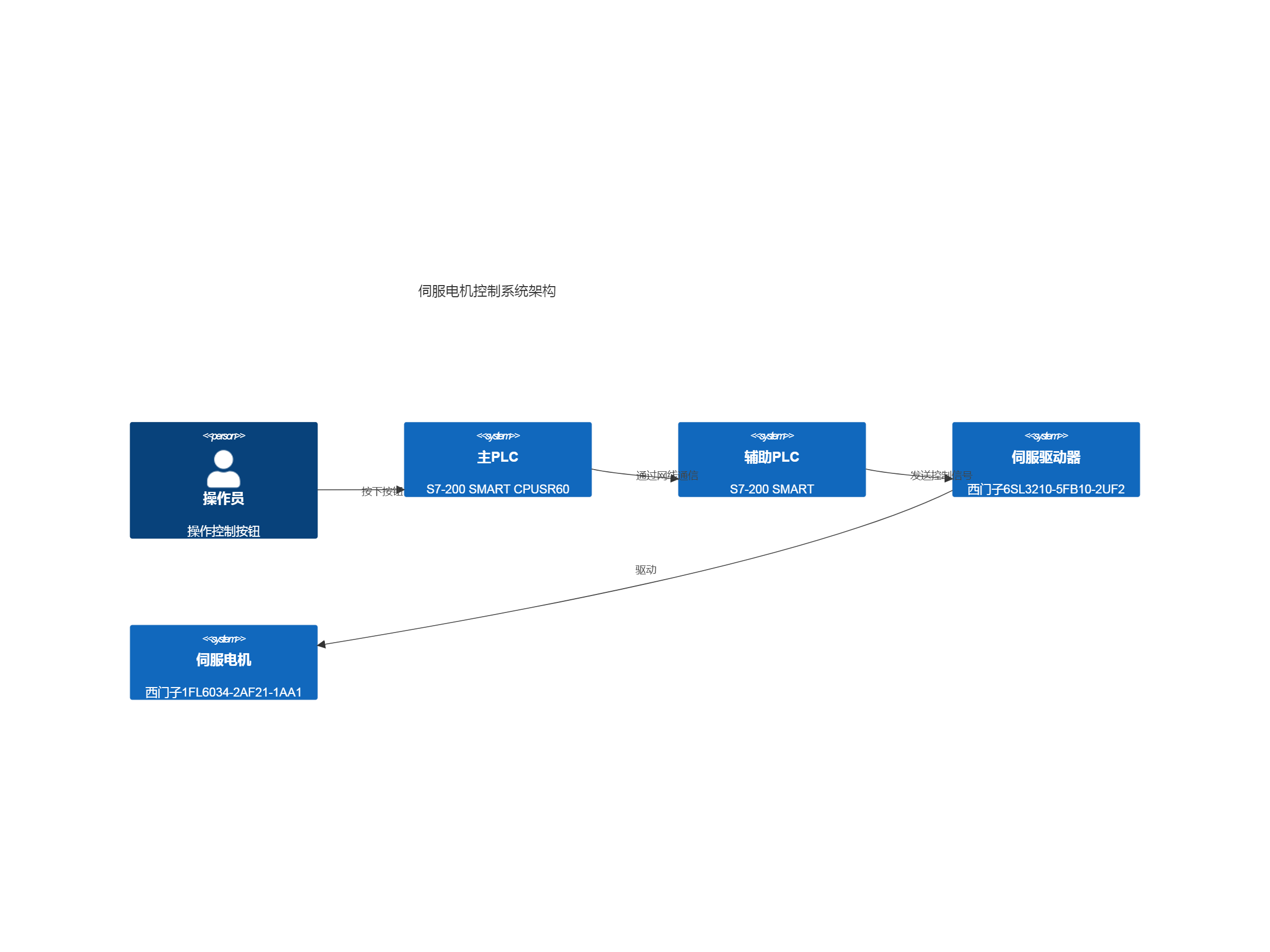
PLC型号为SIMATIC S7-200SMART CPUSR60,伺服控制器型号为西门子6SL3210-5FB10-2UF2,伺服电机型号为西门子1FL6034-2AF21-1AA1使用这几种元器件设计
设计要求:
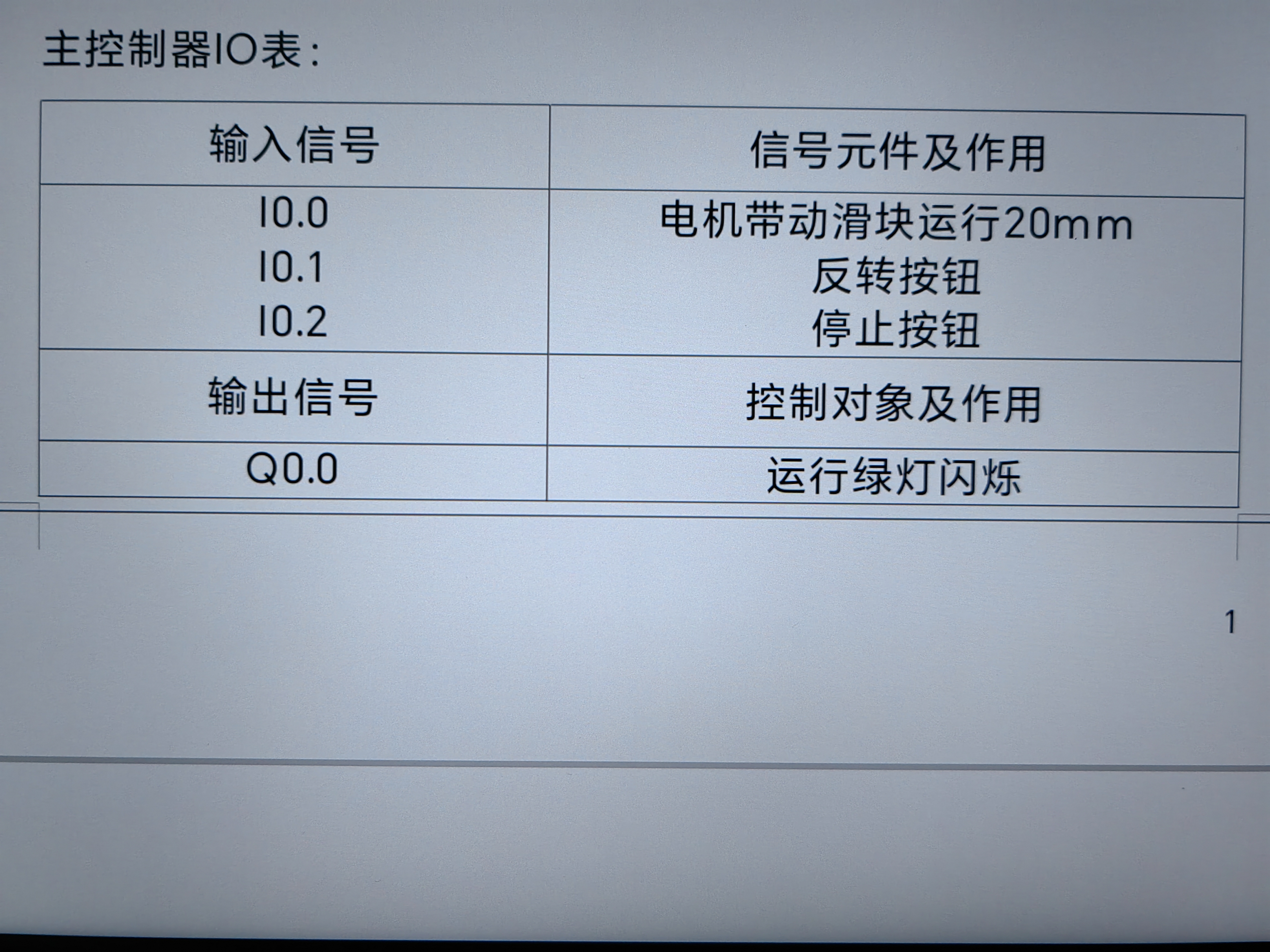
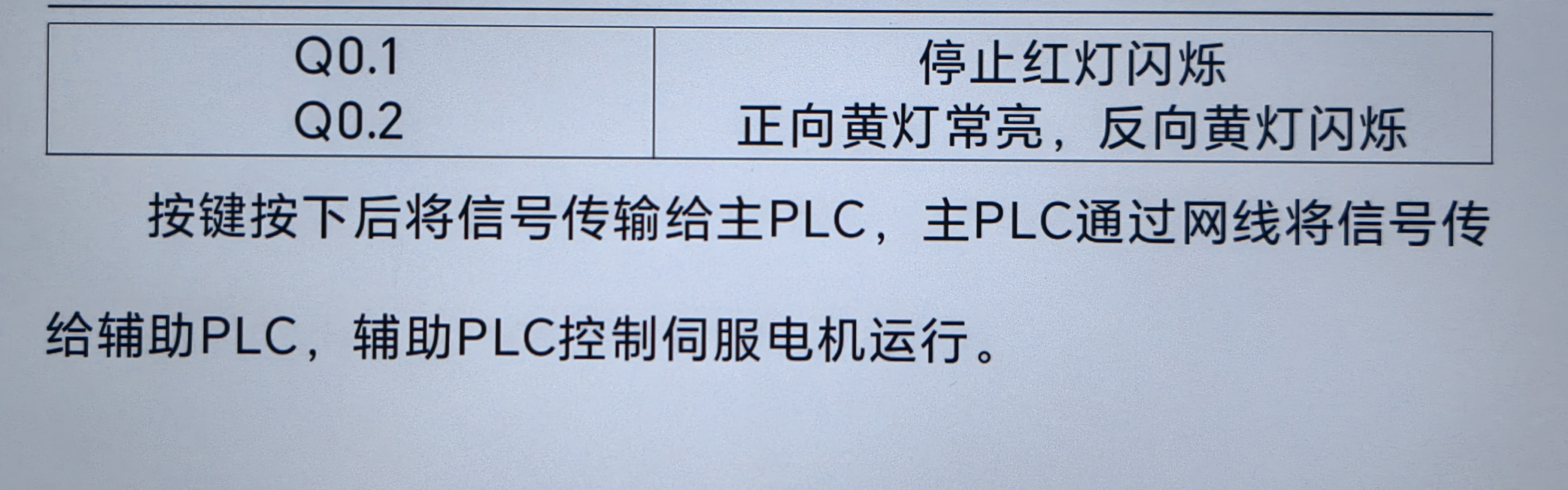
控制系统中有两台PLC控制器,一台为主控制器PLC,另一台为辅助电机控制器。两台PLC通过网线通信,主PLC接收按键信号,辅助PLC控制伺服电机运行。按键每按下一次滑块每次运行20mm。

PLC型号为SIMATIC S7-200SMART CPUSR60,伺服控制器型号为西门子6SL3210-5FB10-2UF2,伺服电机型号为西门子1FL6034-2AF21-1AA1使用这几种元器件设计
设计要求:
控制系统中有两台PLC控制器,一台为主控制器PLC,另一台为辅助电机控制器。两台PLC通过网线通信,主PLC接收按键信号,辅助PLC控制伺服电机运行。按键每按下一次滑块每次运行20mm。
 分享
分享
 关注
关注让【宝码香车】来帮你解答,本回答参考DeepSeek编写,并整理提供。
如果还有疑问可以点击头像关注私信或评论。如果答案让您满意,请采纳、点赞、关注,非常感谢!
若您愿意支持,欢迎直接打赏,将不胜感激!
.
根据您提供的需求,我将设计一个基于S7-200 SMART PLC的伺服电机控制系统,实现通过按键控制滑块每次移动20mm的功能。
// 网络1: 正转按钮处理
LD I0.0
EU // 上升沿检测
MOVB 1, VB100 // 设置正转标志
// 网络2: 反转按钮处理
LD I0.1
EU // 上升沿检测
MOVB 2, VB100 // 设置反转标志
// 网络3: 停止按钮处理
LD I0.2
EU // 上升沿检测
MOVB 0, VB100 // 设置停止标志
// 网络4: 状态指示灯控制
LD SM0.5 // 1秒脉冲
LD VB100
LPS
A B#16#0 // 停止状态
= Q0.1 // 红灯闪烁
LPP
A B#16#1 // 正转状态
= Q0.0 // 绿灯闪烁
A B#16#2 // 反转状态
= Q0.0 // 绿灯闪烁
// 网络5: 通过以太网发送控制命令
LD SM0.0
MOVB VB100, VB200
NETW VB200, 1, 0 // 发送到辅助PLC
// 网络1: 接收主PLC命令
LD SM0.0
NETR VB300, 1, 0 // 从主PLC接收数据
// 网络2: 伺服电机控制
LD VB300
LPS
A B#16#1 // 正转命令
CALL SBR0 // 调用正转子程序
LPP
A B#16#2 // 反转命令
CALL SBR1 // 调用反转子程序
A B#16#0 // 停止命令
R Q0.0, 1 // 停止脉冲输出
R Q0.1, 1 // 停止方向信号
// 正转子程序 SBR0
LD SM0.0
PLS 0 // 启动PTO0脉冲输出
S Q0.1, 1 // 设置方向为正转
// 反转子程序 SBR1
LD SM0.0
PLS 0 // 启动PTO0脉冲输出
R Q0.1, 1 // 设置方向为反转
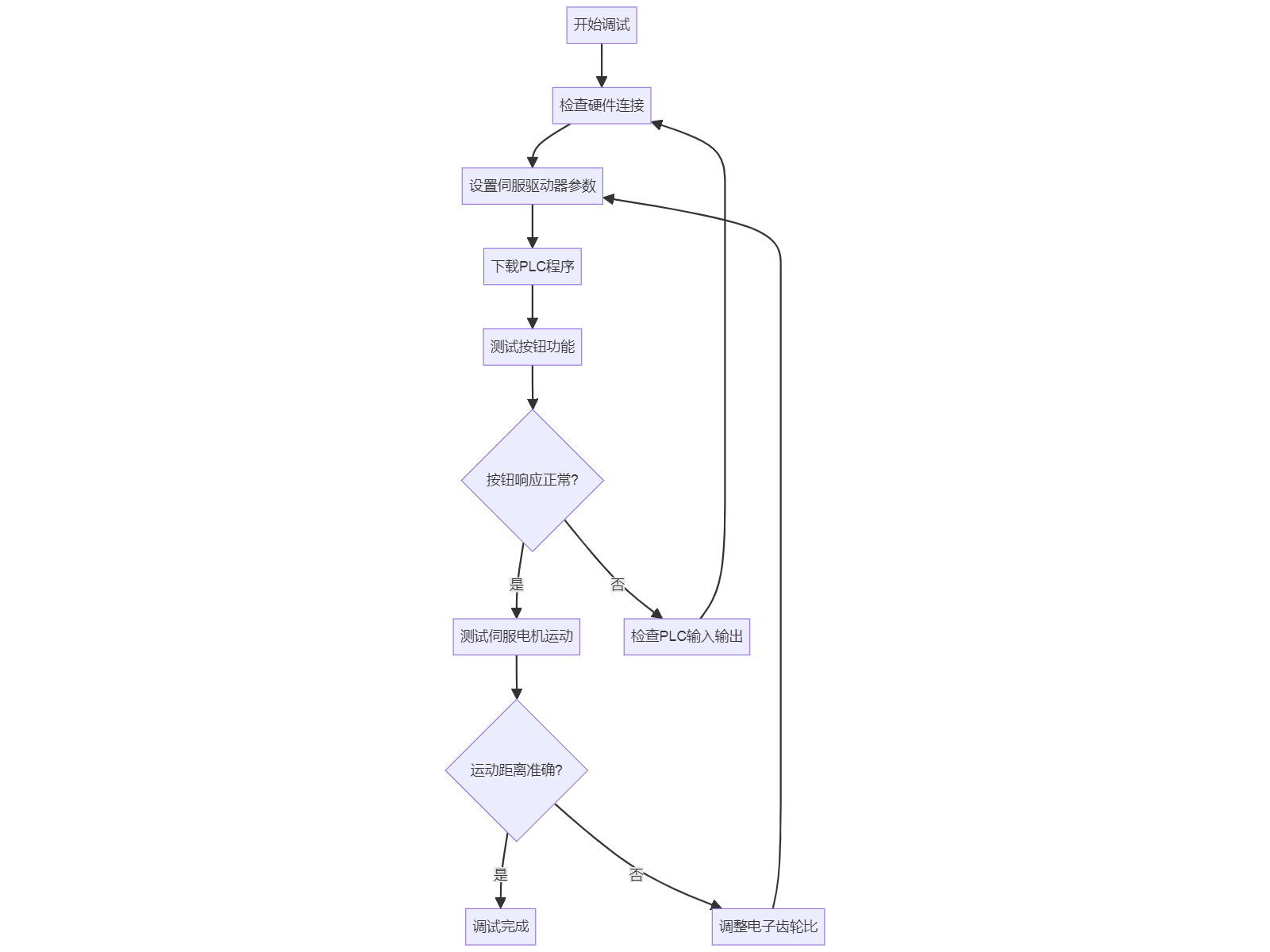
这个设计方案实现了您要求的通过按键控制滑块每次移动20mm的功能,两台PLC通过以太网通信,主PLC处理按钮信号,辅助PLC控制伺服电机运动。
分享 系统已结题
2月6日
系统已结题
2月6日 已采纳回答
1月29日
创建了问题
6月24日
已采纳回答
1月29日
创建了问题
6月24日

