有X,Y,Z三轴,现添加A,C轴报错,用的一样的伺服,还需要配置什么?是哪里出现了问题?

有X,Y,Z三轴,现添加A,C轴报错,用的一样的伺服,还需要配置什么?是哪里出现了问题?
 分享
分享
下午好🌅🌅🌅
本答案参考通义千问
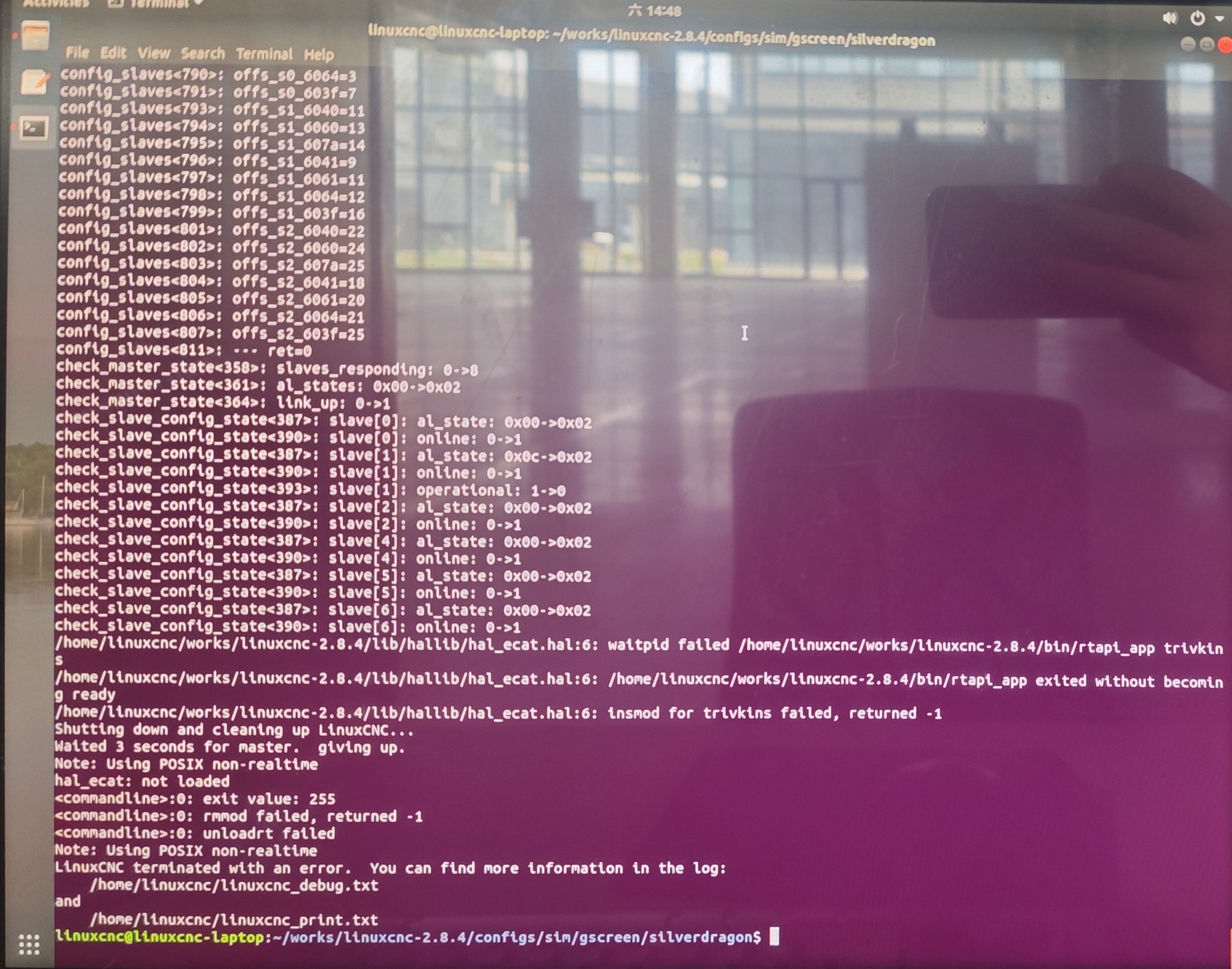
在使用 LinuxCNC(也称为 Emc2)时,如果你已经拥有 X、Y、Z 三轴,现在要添加 A 轴(旋转轴)和 C 轴(旋转轴),并出现报错,这通常是因为 配置文件没有正确设置 或 运动控制参数未适配多轴系统。
如果伺服驱动器只支持单轴控制,那么无法直接通过同一个驱动器控制 A 和 C 轴。
以下是详细配置步骤:
ini 文件(配置文件)找到你的 .ini 文件(通常在 /usr/share/linuxcnc/ 或用户自定义路径下),例如 myconfig.ini。
[AXIS_3]
TYPE = 0
MIN_LIMIT = -1000.0
MAX_LIMIT = 1000.0
MAX_VELOCITY = 100.0
MAX_ACCELERATION = 500.0
SCALE = 1.0
OFFSET = 0.0
注意: 这里
AXIS_3是 A 轴,AXIS_4是 C 轴(具体根据你的配置调整)。
hal 文件(HAL 配置)在 HAL 文件中,你需要为 A 轴和 C 轴分配相应的 PWM 控制信号、编码器反馈、限位开关 等。
loadrt pwmgen
setp pwmgen.0.output-type 1 # 0=step, 1=pwm
setp pwmgen.0.frequency 20000
setp pwmgen.0.scale 1000 # 设置脉冲频率与速度的关系
setp pwmgen.0.offset 0
重点: 为每个轴(包括 A、C)分配不同的 PWM 通道。
motion 模块配置确保在 motion 模块中启用了所有轴:
[MOTION]
MAX_FEED_RATE = 100
MAX_ACCEL = 500
MAX_VEL = 100
AXES = 5 # 如果你有 A 和 C 轴,总共有 5 轴(X, Y, Z, A, C)
注意: 如果你使用的是 旋转轴(A、C),可能需要启用
ROTARY_AXES = 2。
joint 配置确保每个轴都有对应的 joint 配置,例如:
[JOINT_3]
TYPE = 0
MIN_LIMIT = -1000.0
MAX_LIMIT = 1000.0
MAX_VELOCITY = 100.0
MAX_ACCELERATION = 500.0
重点: 每个轴(包括 A、C)都需要一个
JOINT_X配置项。
axis 类型在 [AXIS_3] 中指定轴类型:
[AXIS_3]
TYPE = 3 # 0 = linear, 3 = rotational (A轴)
同理,C轴可设为 TYPE = 4(具体取决于你的系统)。
确保所有的 HAL 模块连接正确,例如:
# 假设 A 轴使用 joint 3
net joint-3-pos-in <= motion.3.position
net joint-3-fb <= motion.3.ferror
net joint-3-enable => motion.3.enable
重点: 每个轴都要有对应的 HAL 信号连接。
| 错误信息 | 可能原因 | 解决方法 |
|----------|----------|----------|
| invalid axis number | 轴号超出范围 | 检查 AXES 和 JOINTS 数量 |
| no such signal | HAL 信号未定义 | 检查 net 命令是否正确 |
| axis not enabled | 轴未被启用 | 检查 enable 信号是否连通 |
| invalid scale value | 缺少比例因子 | 设置 SCALE 参数 |
要成功在 LinuxCNC 中添加 A、C 轴,请确保:
ini 配置;[AXIS_3]
TYPE = 3
MIN_LIMIT = -360.0
MAX_LIMIT = 360.0
MAX_VELOCITY = 100.0
MAX_ACCELERATION = 500.0
SCALE = 1.0
OFFSET = 0.0
[AXIS_4]
TYPE = 4
MIN_LIMIT = -360.0
MAX_LIMIT = 360.0
MAX_VELOCITY = 100.0
MAX_ACCELERATION = 500.0
SCALE = 1.0
OFFSET = 0.0
[MOTION]
AXES = 5
ROTARY_AXES = 2
MAX_FEED_RATE = 100
MAX_ACCEL = 500
MAX_VEL = 100
如有具体的报错信息,可以提供出来,我可以帮你进一步定位问题!
分享 创建了问题
7月5日
创建了问题
7月5日


